忙碌的6月,活多的都忙不过来了,呵呵,继修完855N轮边之后,仅仅缓了一天,就又开始搞铰接销,故障车依然是熟悉的50C。
《修箱记》我已经介绍过这台老车的一些使用情况,在这里就不多说了。听驾驶员讲,这台车在去年刚刚拖过来的时候,铰接销匡的就很厉害,多次跟现场管理反应要维修,最终还是没有安排,一直用到今年。
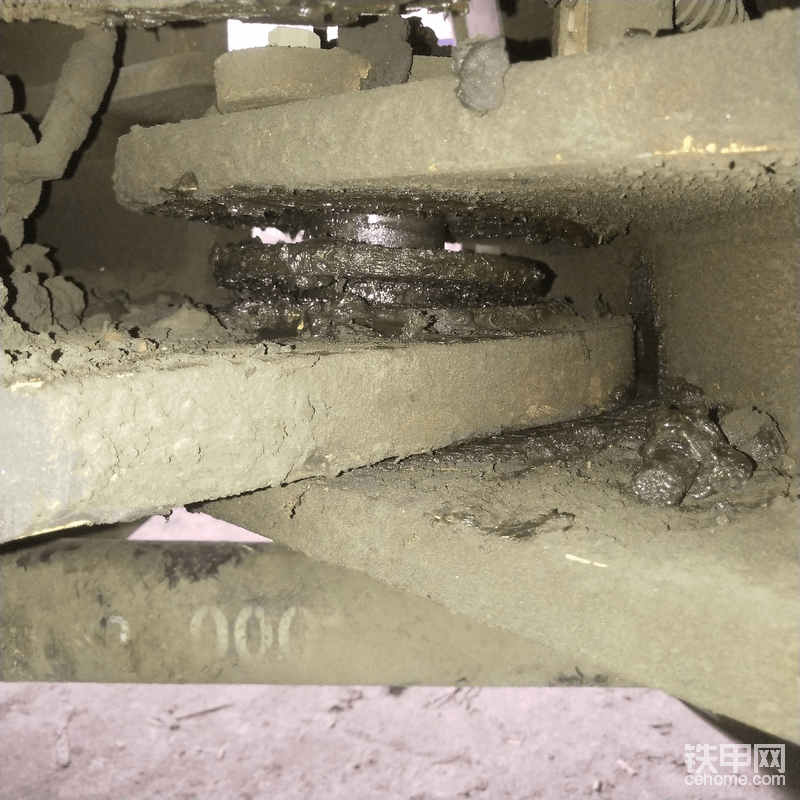
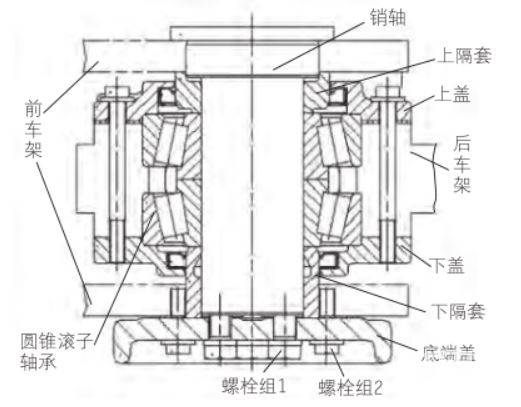
3月份我过来这边工地后,驾驶员就说有时间了帮忙把铰接销修一修,我也看了情况,确实匡的厉害,于是叫采购买了配件回来,择日修理,因为还有其它设备有不少急待解决的问题,所以一直拖到3月底,才把这个车的铰接销拆开,销轴有磨损,关节轴承也烂成很多碎块,可当时只备用了修理包(主要有关节轴承和上下销轴),没想到下轴承座已经匡的呈椭圆状,关节轴承放进去还能前后移动,可把我着急死了,那段时间工作安排的相当紧张,装载机都很忙,原计划是当天就要搞定铰接销的。
因为当时我才过来没有多久,人都不熟悉,发配件也是不知道哪里发,找谁发,加上工作安排,最后我也是做了一个没办法的选择,装上先用,撑过这段时间再说,等以后把轴承座提前备好,到时候再抽时间换座吧!所以当天加班就把这个活完成了,但自己心里觉得,肯定管不了多久,还要修。
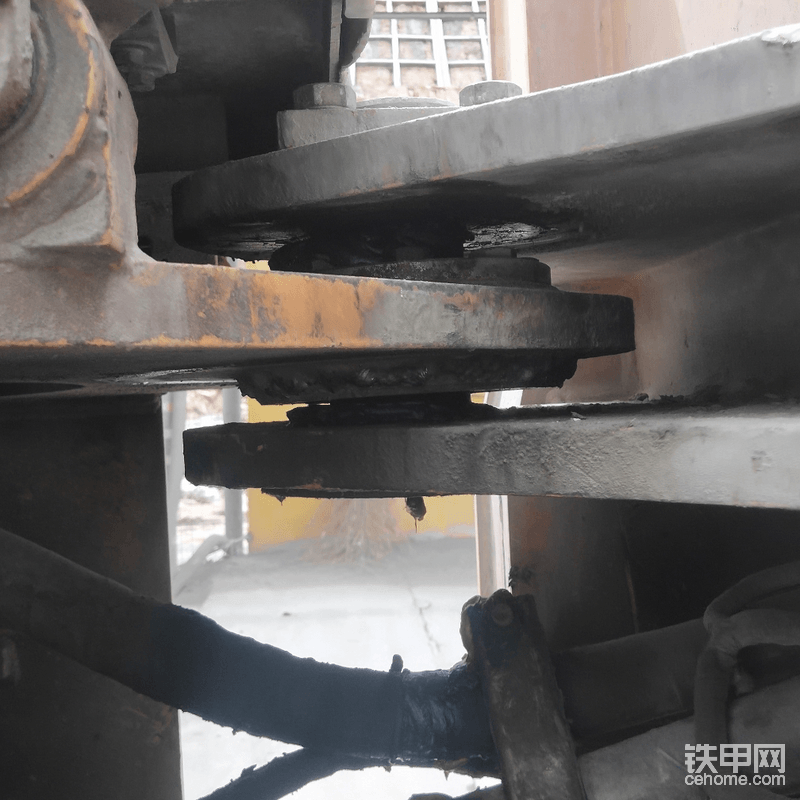
果然4月份还没有过,驾驶员反应说现在间隙又有点变大了(当时修好后,就有间隙,确实不理想),我说知道,得换轴承座才能解决问题,先用吧!5月份中旬,我就提前发回来2个轴承座,2个关节轴承和上下盖,琢磨着啥时候有空就修。可不是我没空就是车没空,时间遇不到一块,到6月份后,没想到我更忙了,隧道里出渣的装载机轮流坏,哪还有功夫管搅拌站上料的车呢!但其实我也挺担心的,因为在6月初的时候,我已经发现下轴盖的螺丝已经全坏了,盖子已经没任何作用,之前在网上有见过铰接销维修不及时造成的严重后果,所以一直给驾驶员强调:时刻注意检查。就这样,一直拖到6.23日,机会终于来了,工作安排放缓,车也不忙,刚好我有时间,所以赶紧修。
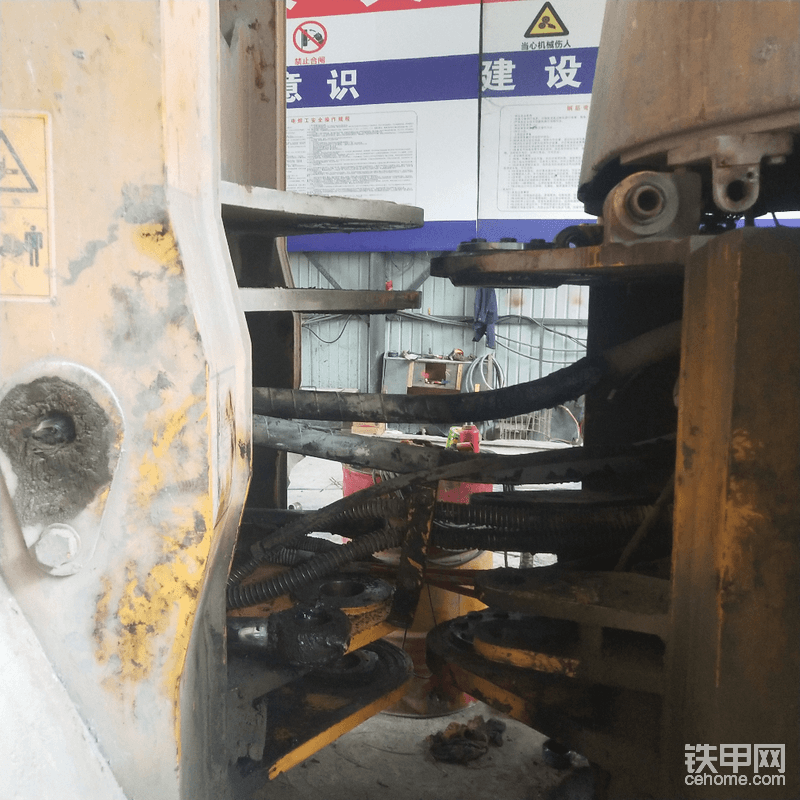
外面的修车区都被出渣车“占领”了,所以只好把车开进加工棚里维修,只是光线太差,拆连接的过程有点点不方便。
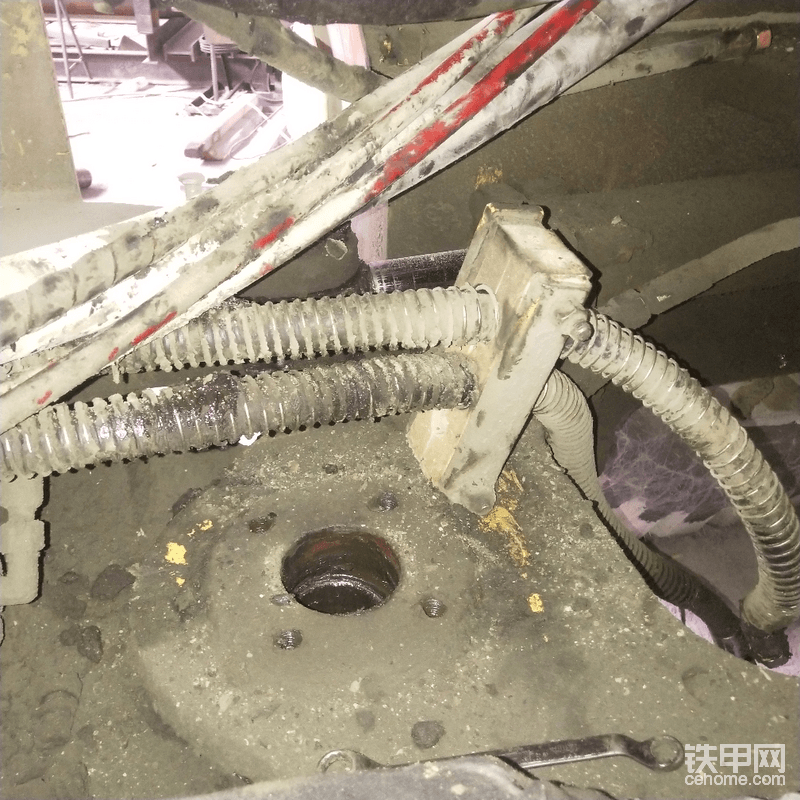
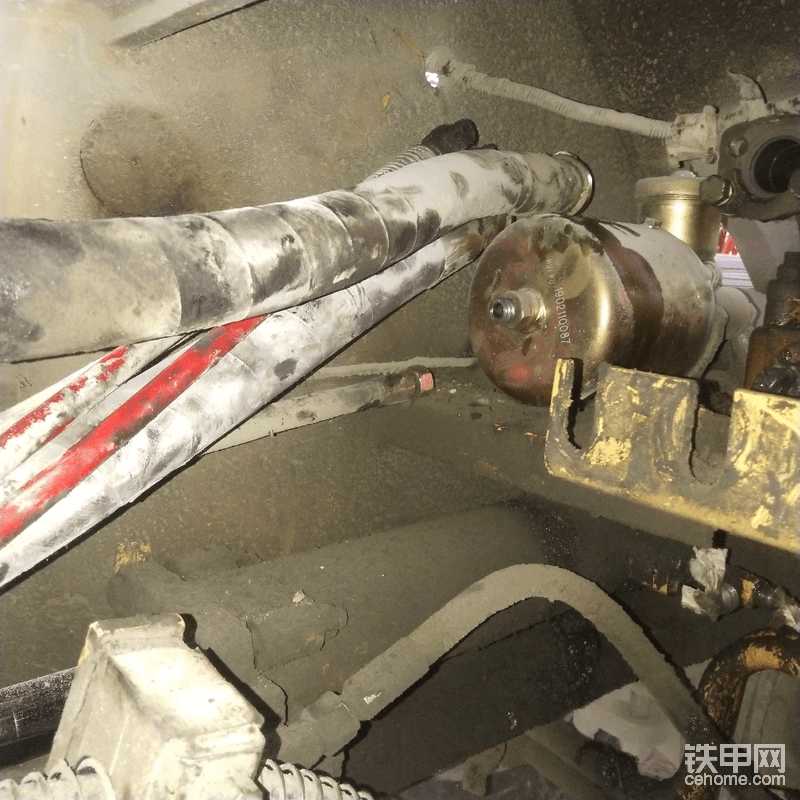
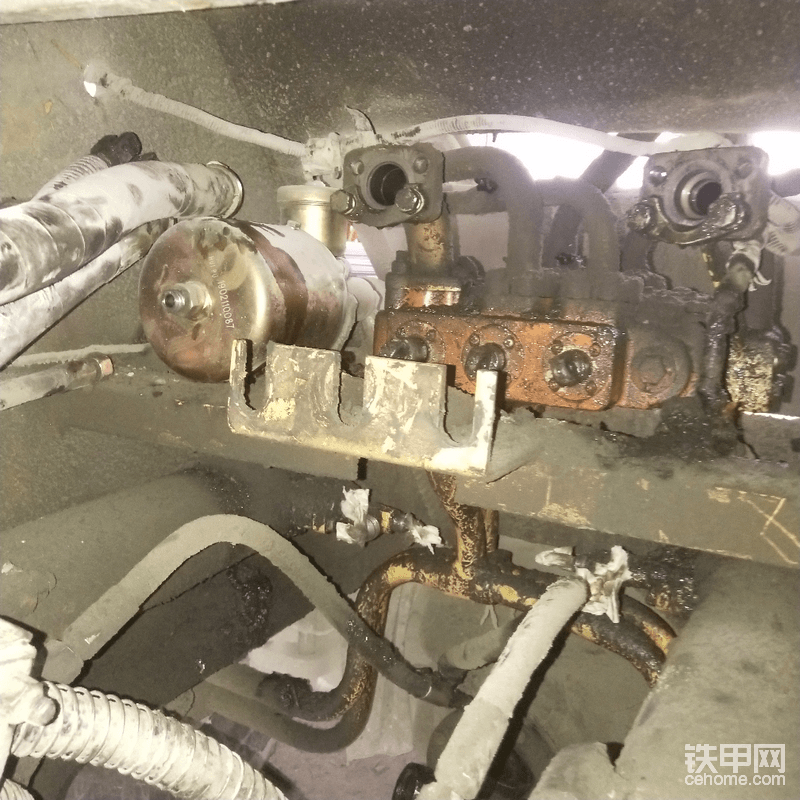
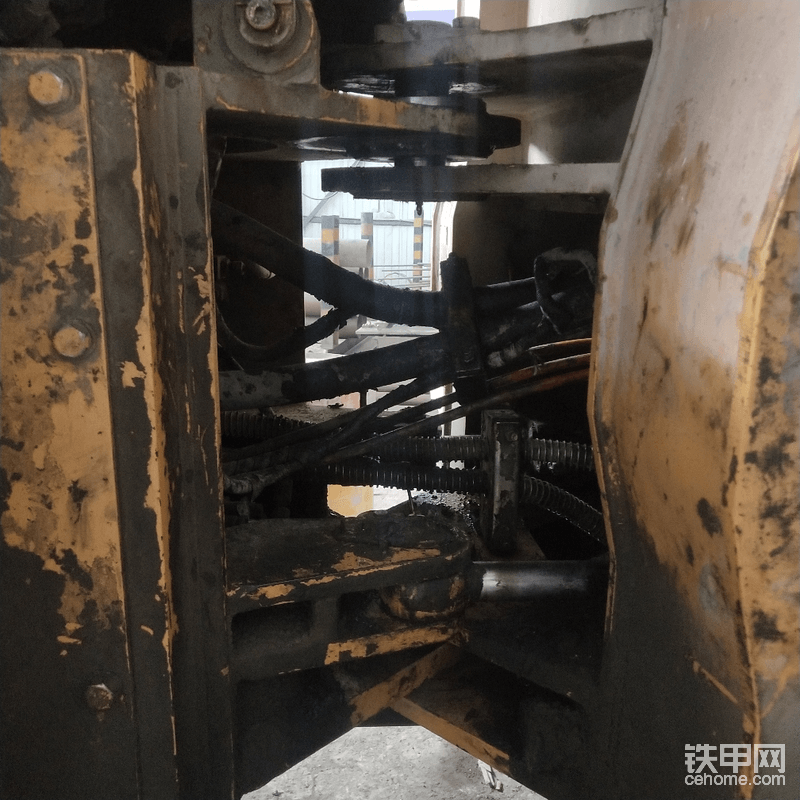
之前的帖子里有关于换铰接销的讲述,所以在这里就不重复念叨了,略带一下,拆液压油管、操纵软轴、驾驶室连接等等,用图表述就好
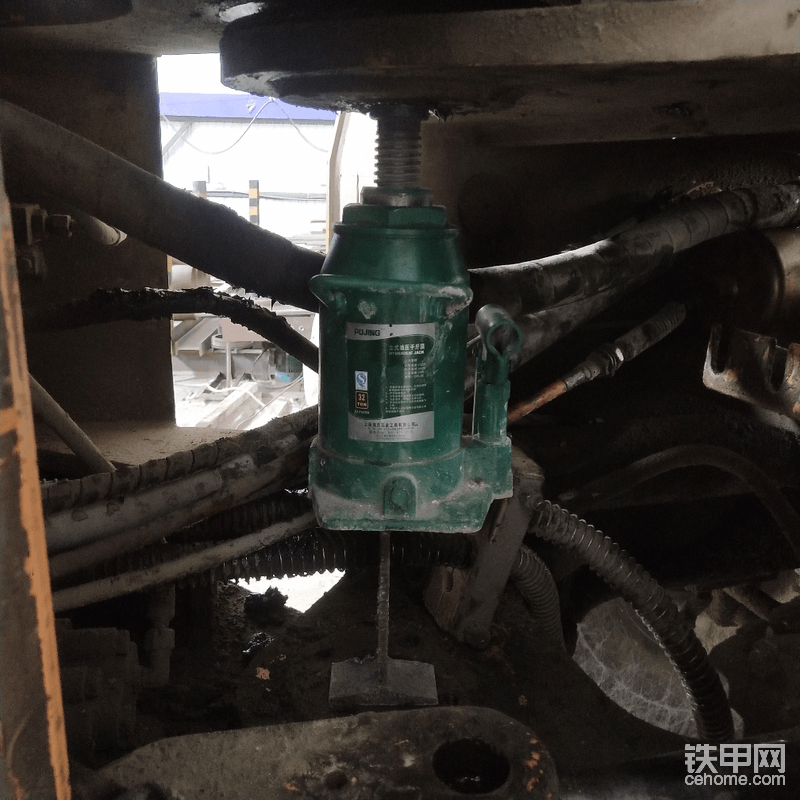
拆驾驶室连接,这里想说的是,原来的帖子里有甲友给我提过建议,意思是想办法不拆驾驶室,但我觉得还是拆开方便,我也没有觉得多拆什么,甲友“五零武林”给我过建议,说用千斤顶把驾驶室前头顶高试试,但我看了看,那样也不理想,驾驶室后面2个支角连接活动销是竖置,不是横着的,打千斤顶有些不好,反正我也没觉得麻烦,多拆几个螺丝而已,吊开驾驶室比较方便些。
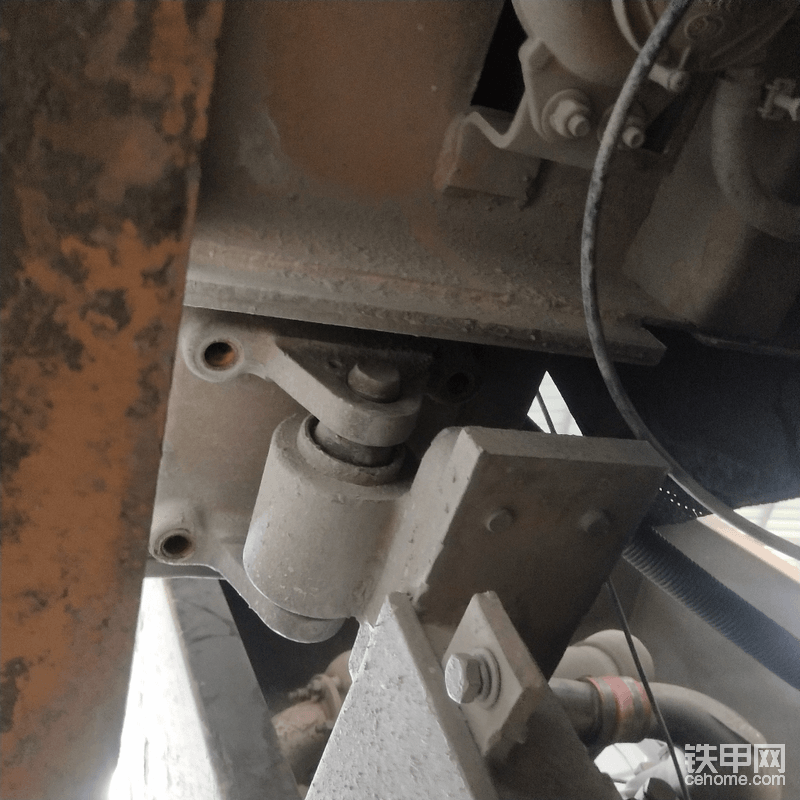
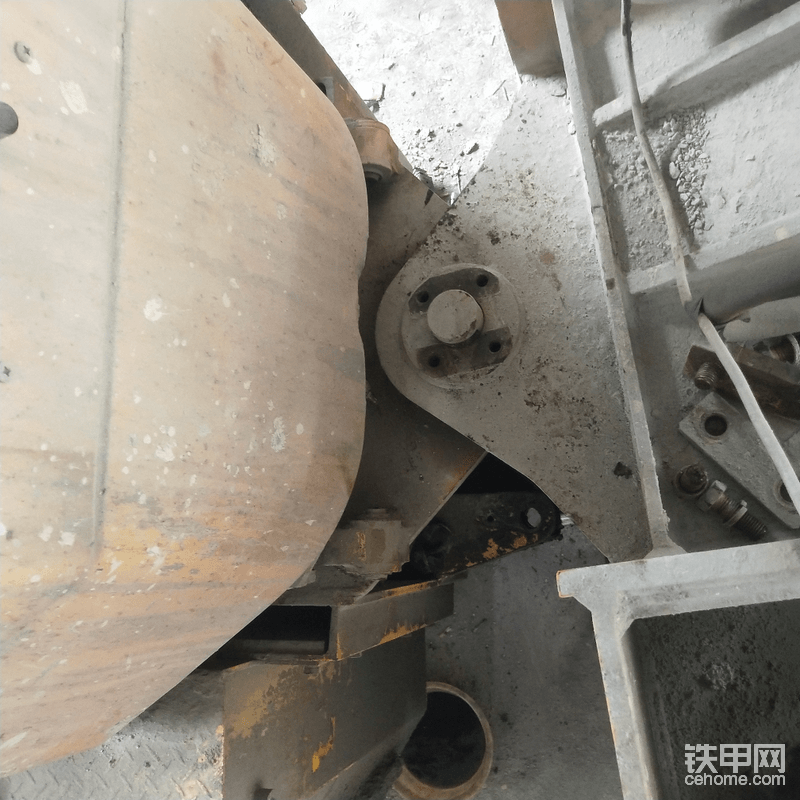
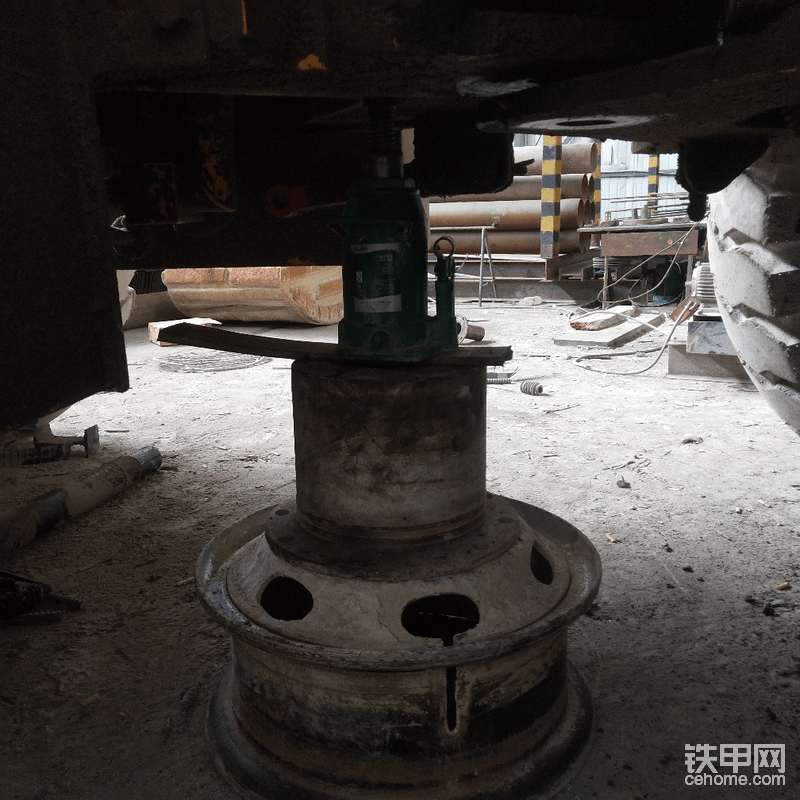
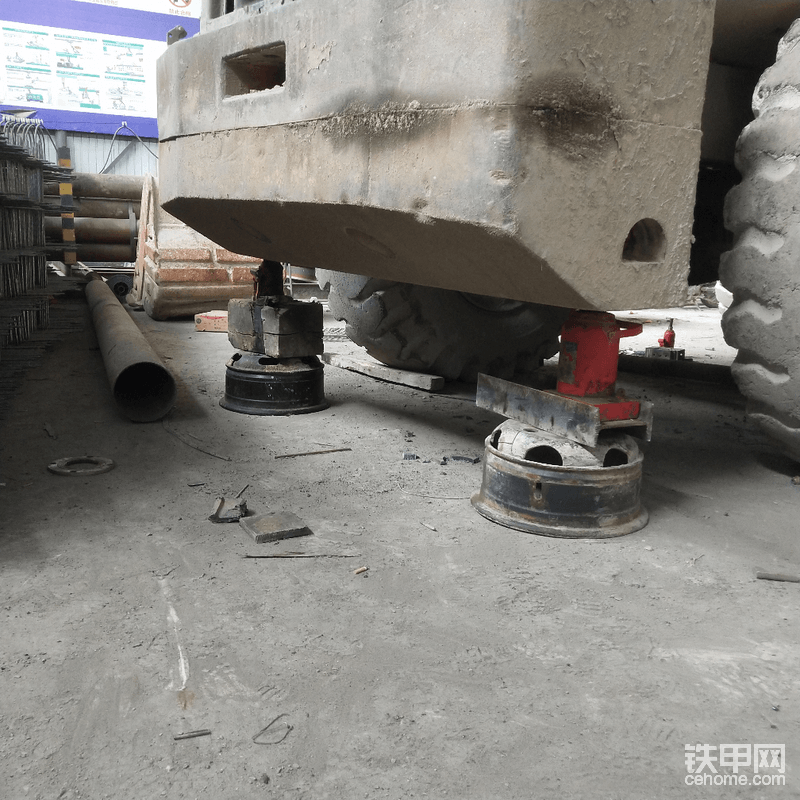
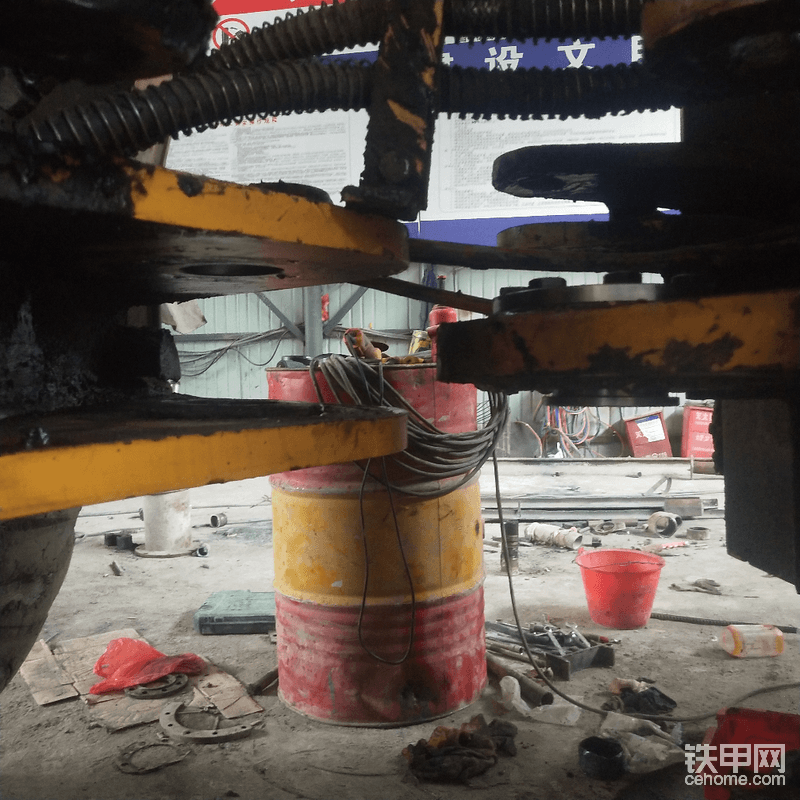
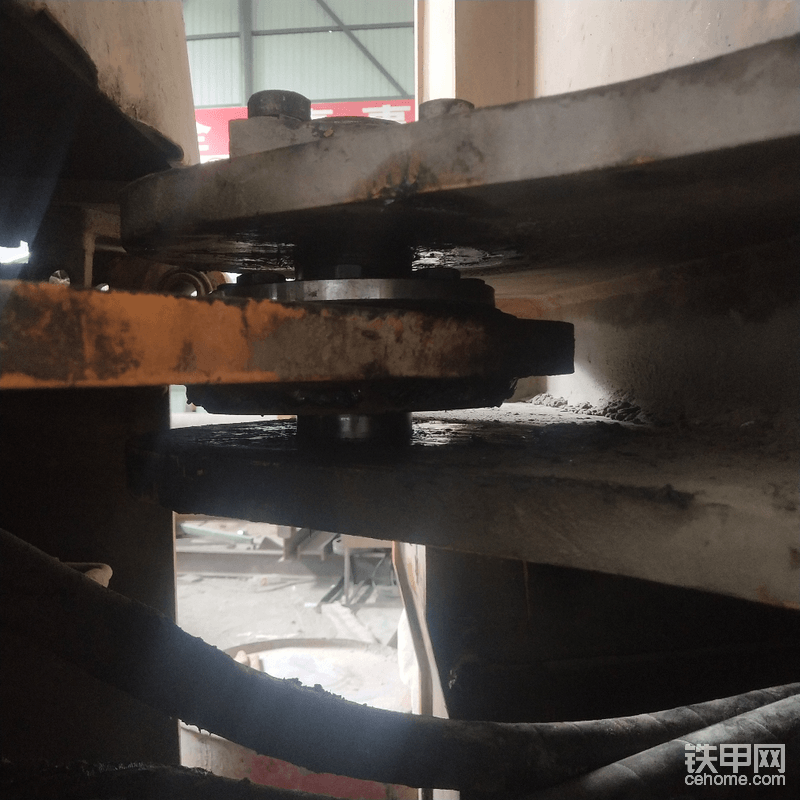
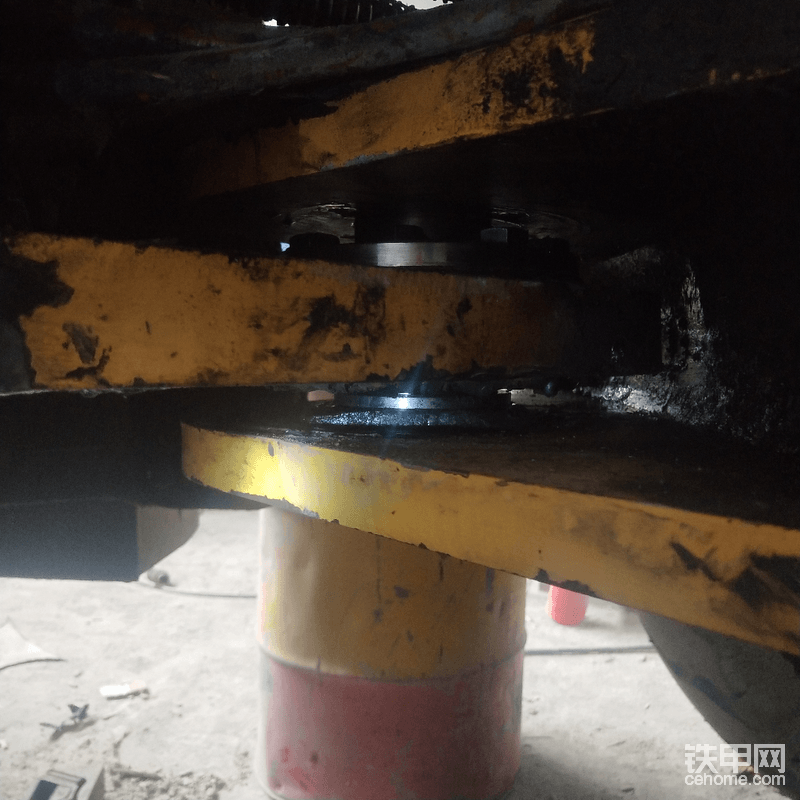
跟以前换铰接一样,然后把后车架撑住3个点,这样分开车身后,就不怕后车架倾倒,用前面的千斤顶把后车架高度调合适(就是不压着前车架),然后就分身。
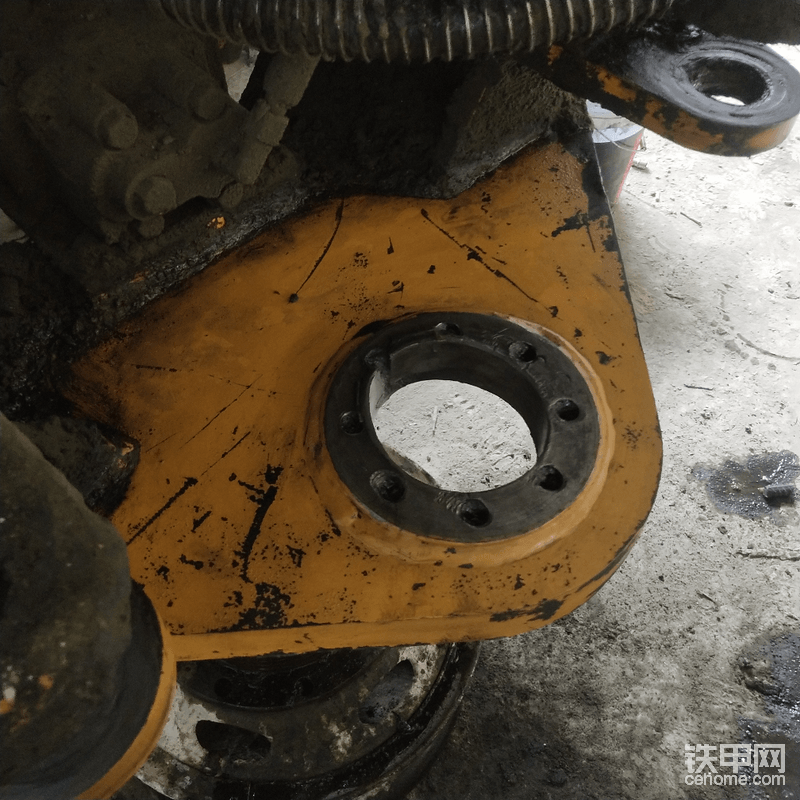
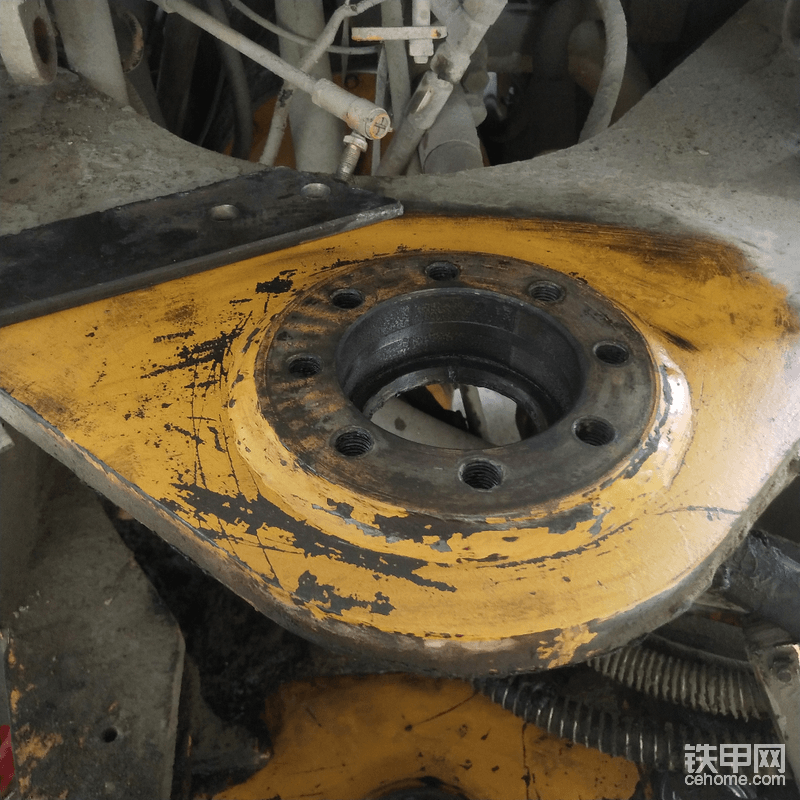
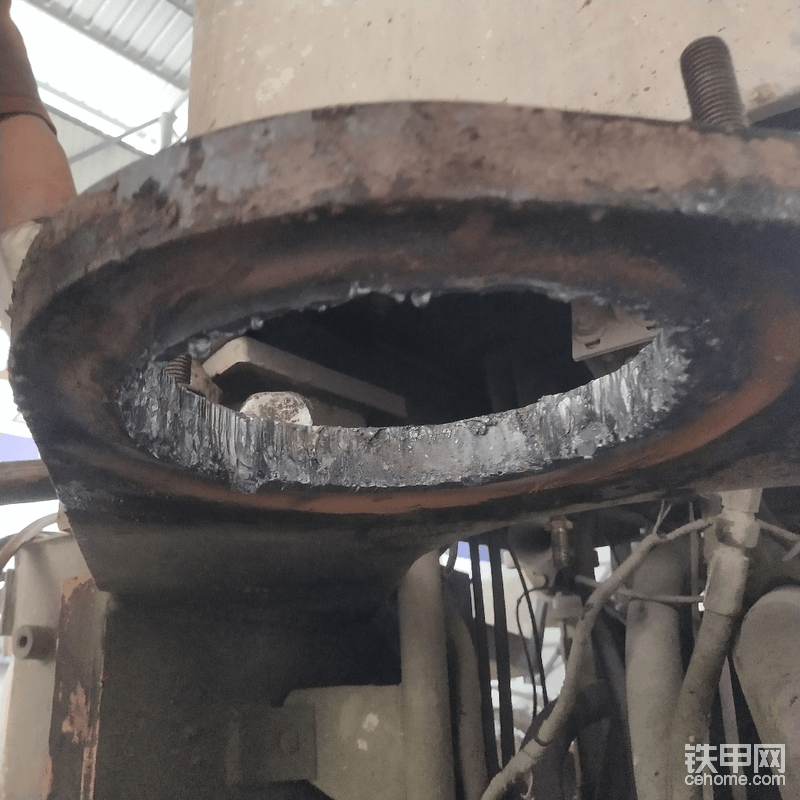
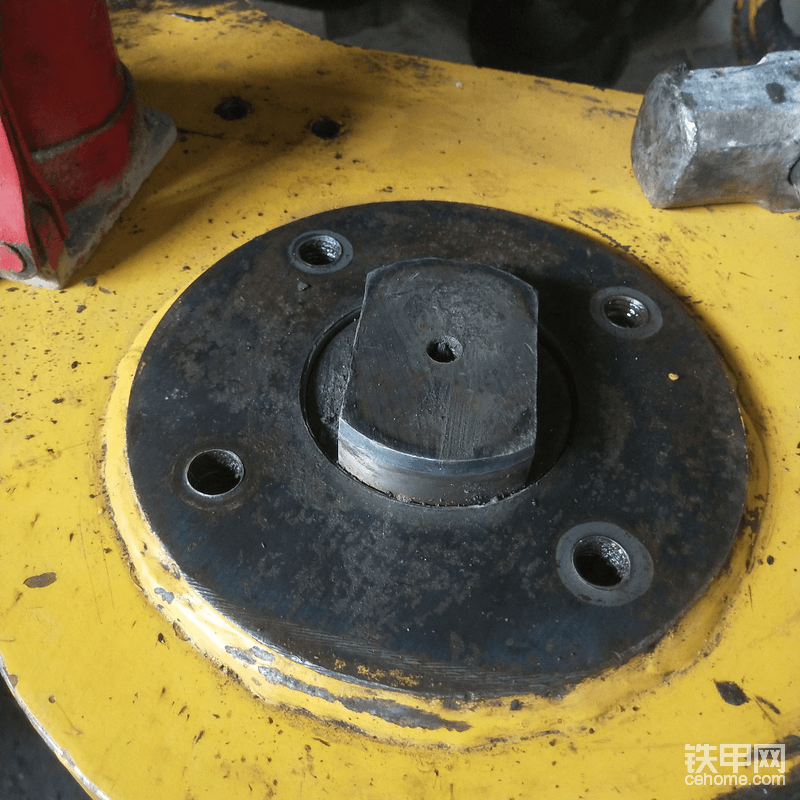
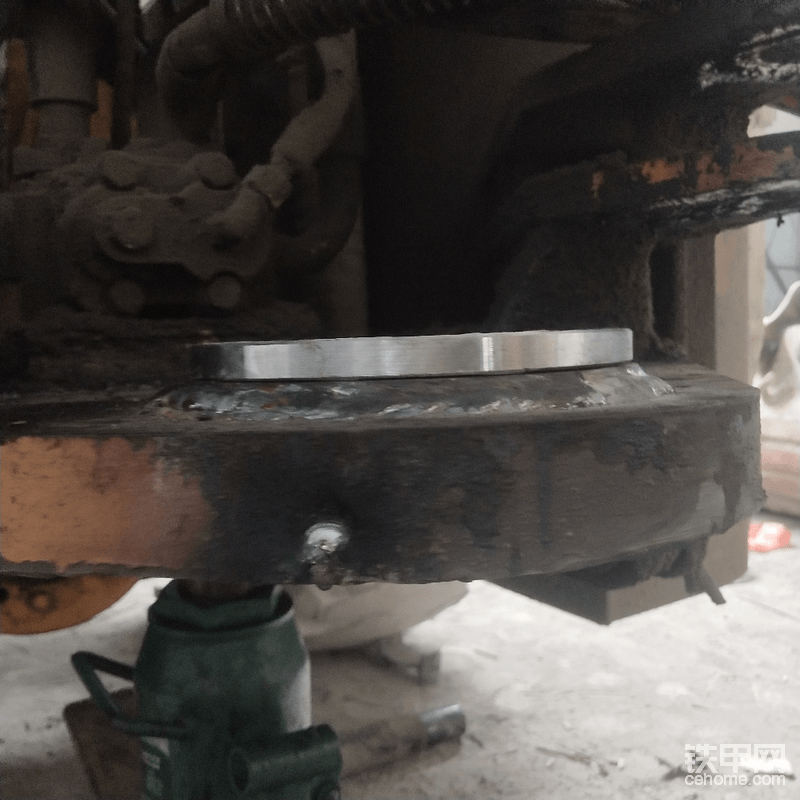
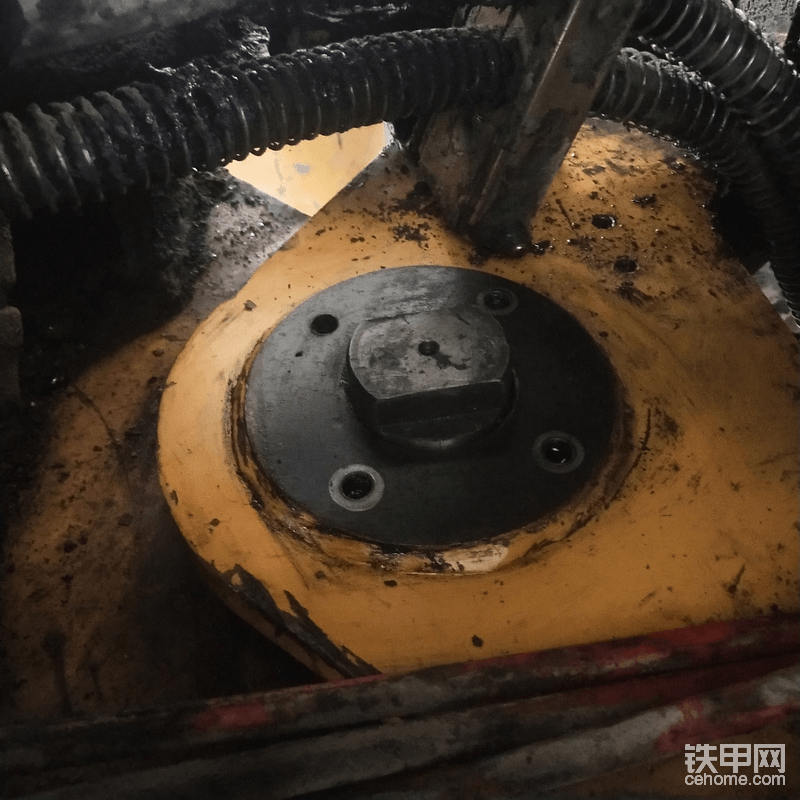
可以看到下车架的轴承座不仅仅是变椭圆,而且轴承定位台阶都磨损的没有了,难怪上下窜动那么严重。
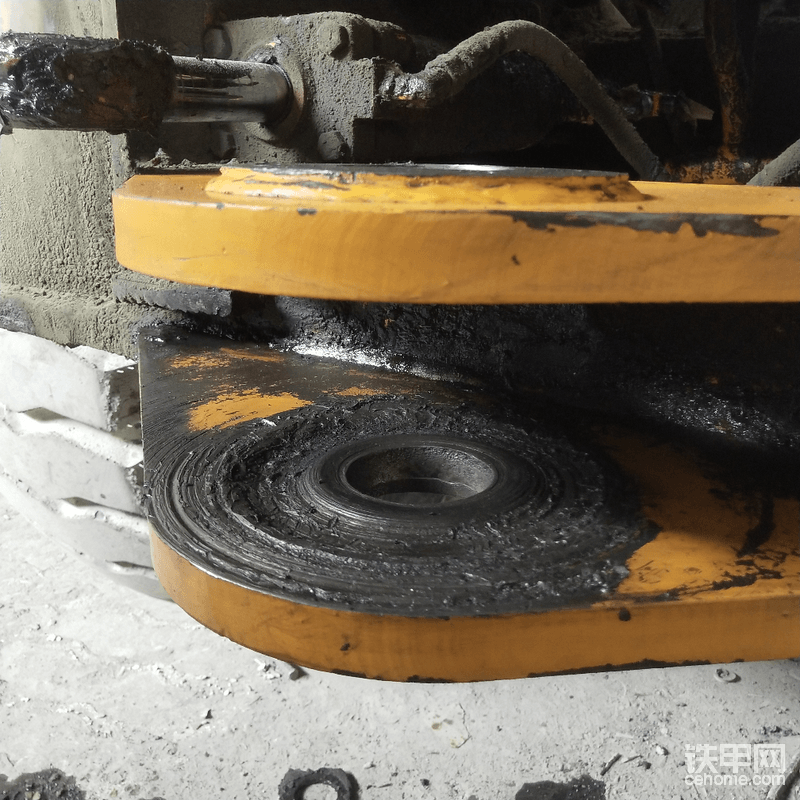
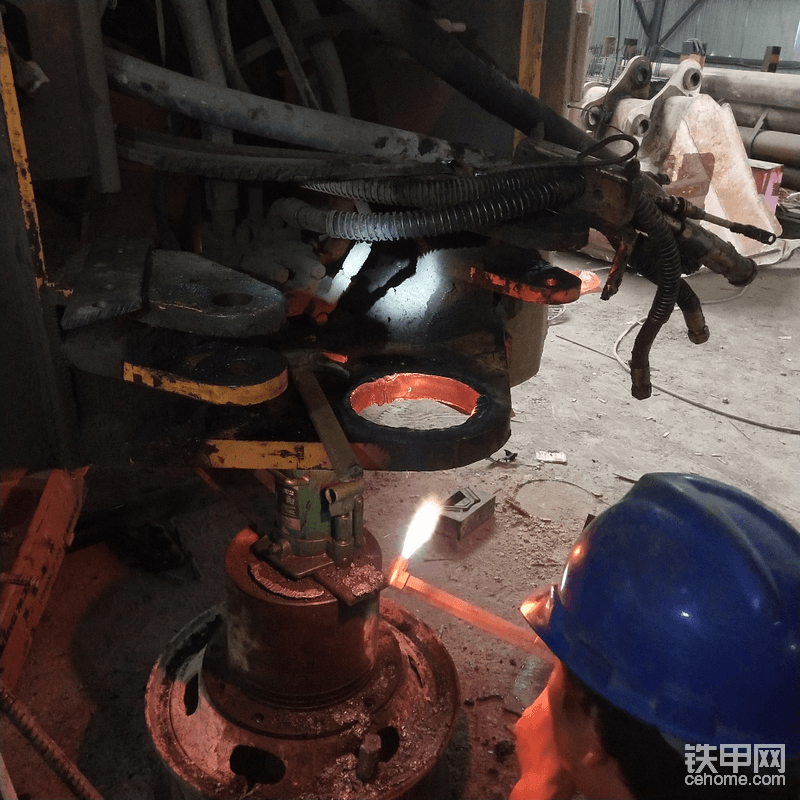
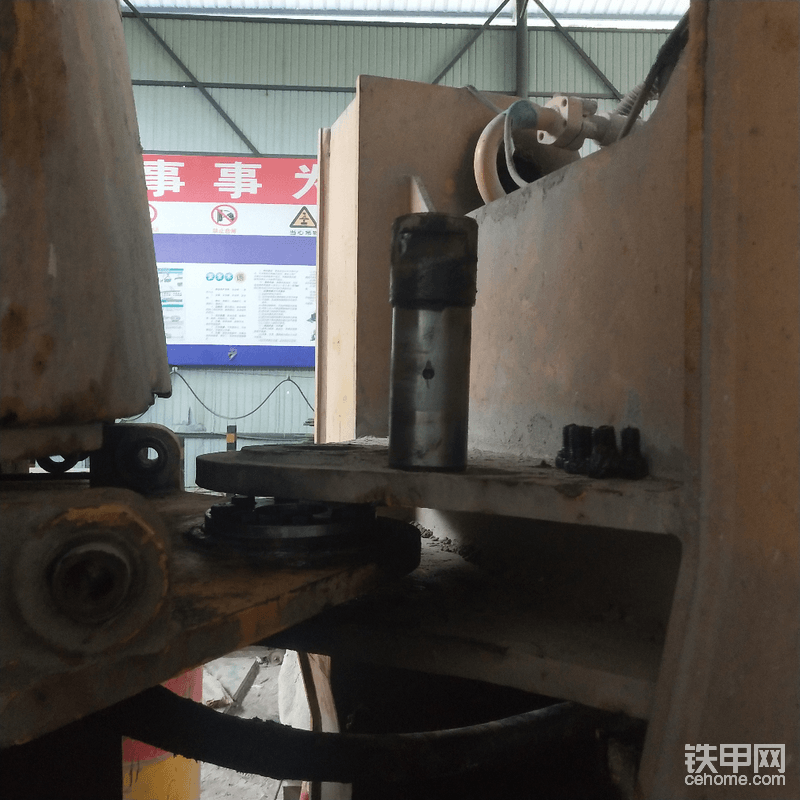
因为换座需要气割,电焊,车身都是油泥和黄油,所以先洗干净,再动手割
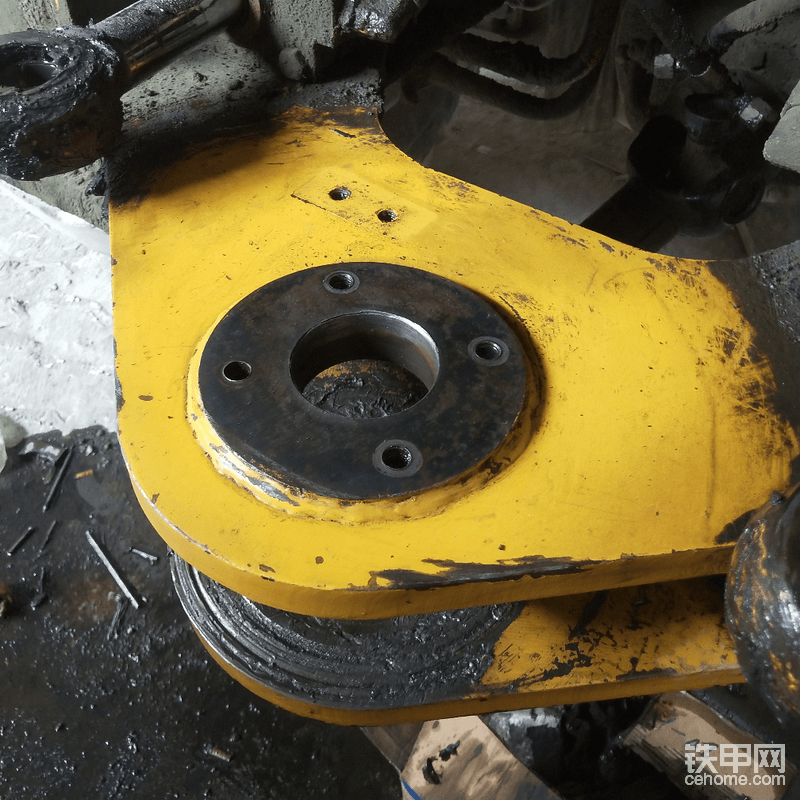
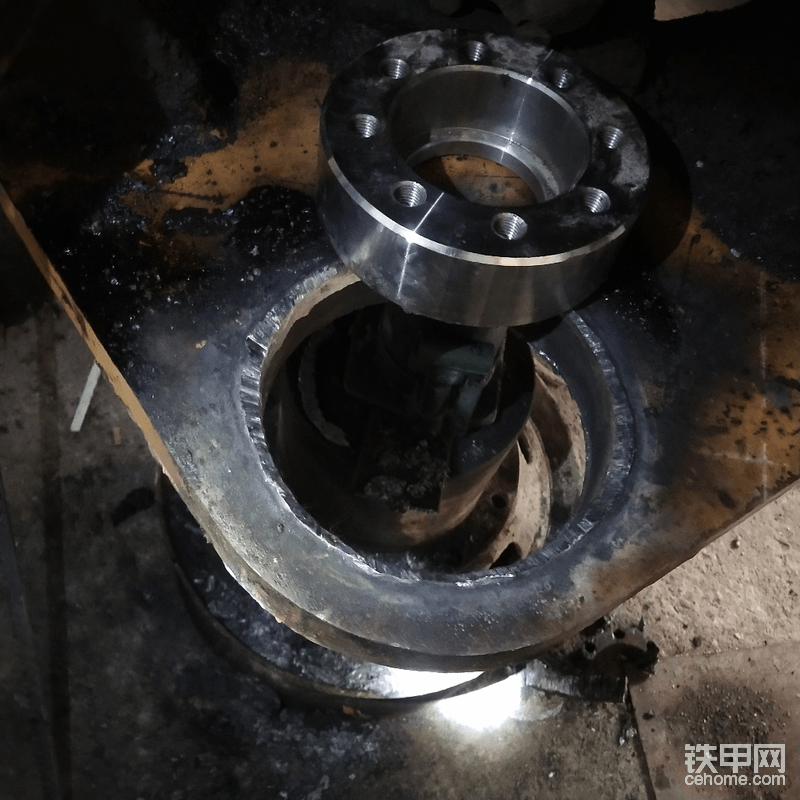
上面的轴承座其实要说用,还是可以的,但我配件有了,修一次也怪不容易的,所以觉得还是换了吧,原车漆还在,第一次换座。
虽然前车架被碎铁渣磨损了一个凹槽,但个人觉得这个不影响,所以前车架就不换孔座了(没备配件,也麻烦,)
关于这个轴承座的尺寸、高度的定位,我不知道别人怎么做的,但其实我个人觉得有个铸铁平尺和深度尺最好,最准了,但我没有这些辅助工具,只好用简易的工具:卷尺和水平尺,虽然没精度可言,但其实修复起来后用到现在,觉得挺好的。
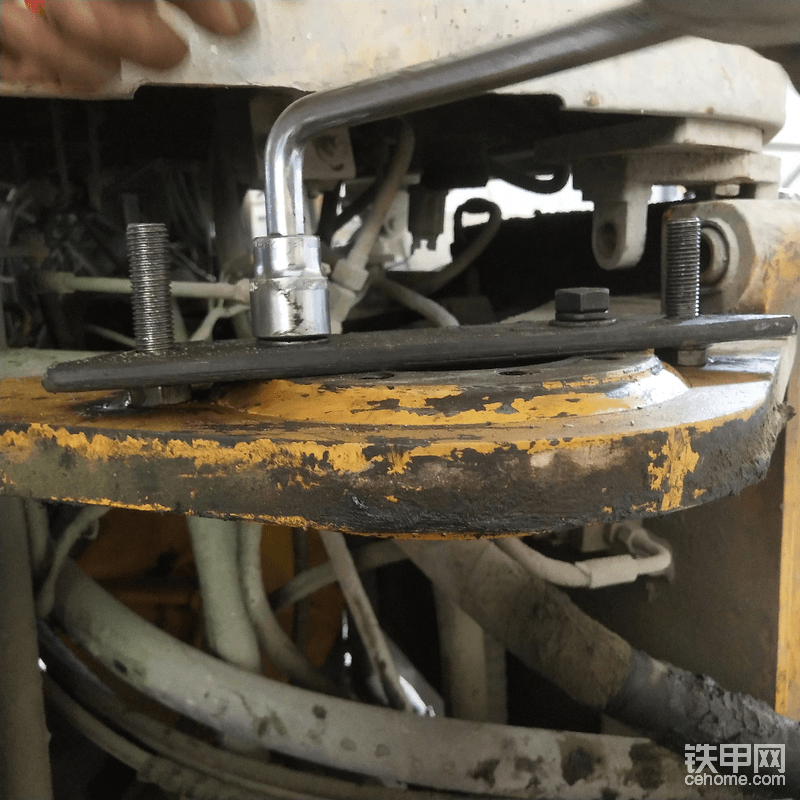
先换上面的,因为上面的螺丝牙是好的,所以我用一个提前做好的铁板定的位,但跟我的预期使用效果还是相差甚远,
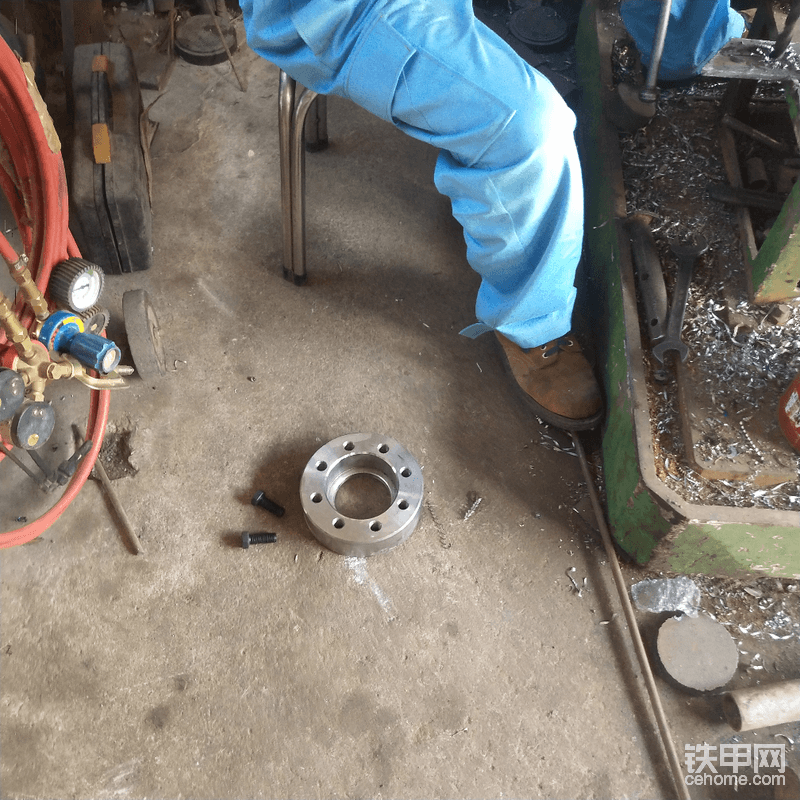
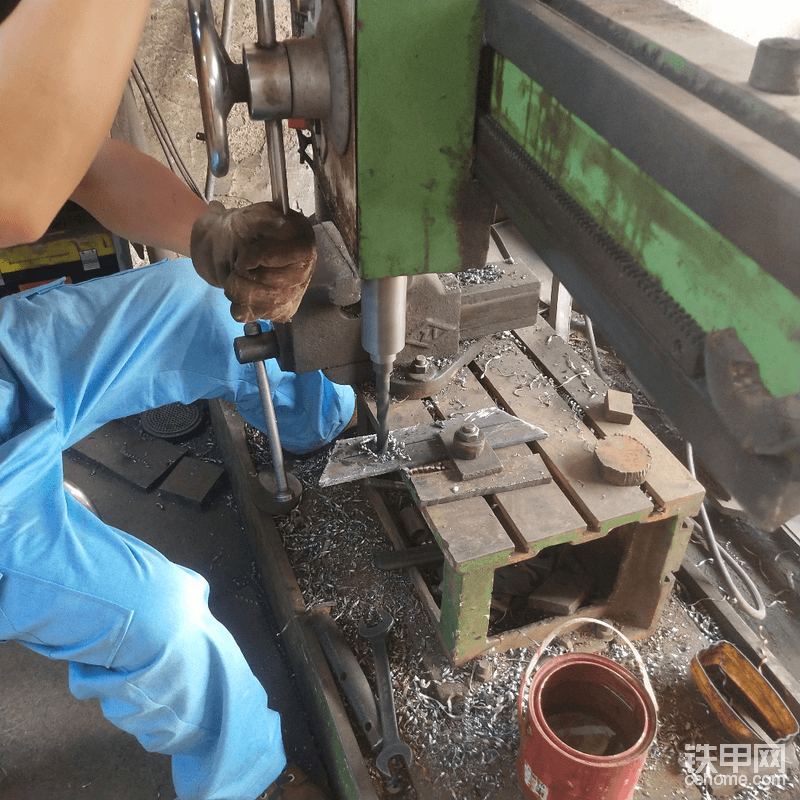
这个原来定位的铁板是我提前加工的,铁板是我随便捡的一块边角料,并不是我刻意割成这个梯形样,钻了4个孔花了20元,虽然轴承座的螺丝尺寸是M16的螺丝,但有经验的车床师傅会建议你钻M17的孔,毕竟是手工测量,肯定有偏差的,这点听师傅的没错。
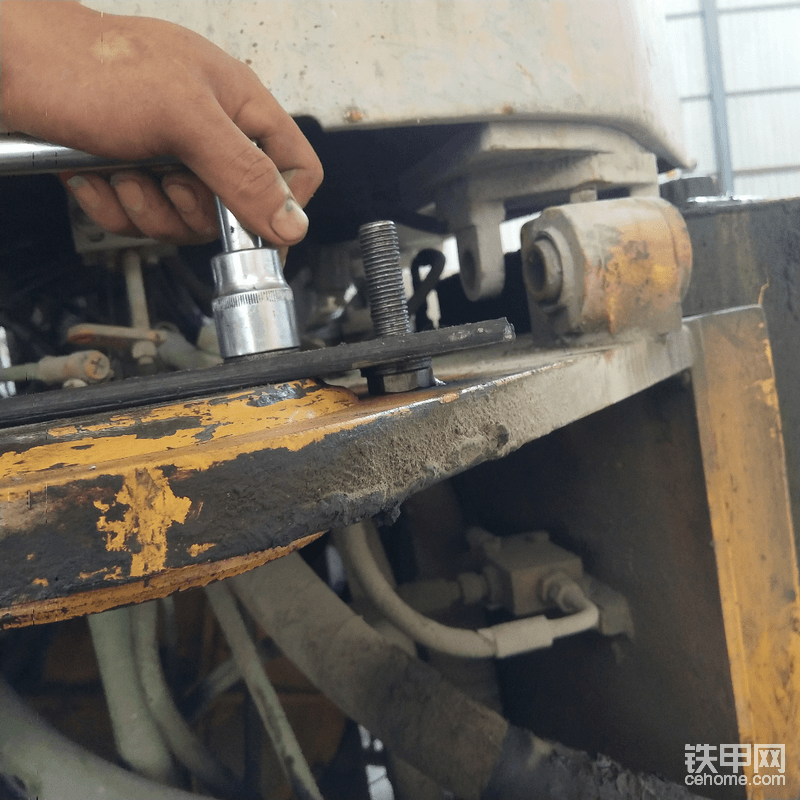
我的想法是先把铁板拧在轴承座上,然后用2个螺杆和垫片调好位置的高低,电焊点住外边的2个螺杆,这样不管是前后还是左右,基本就能定位了,然后把铁板再拆下来,就可以割了。
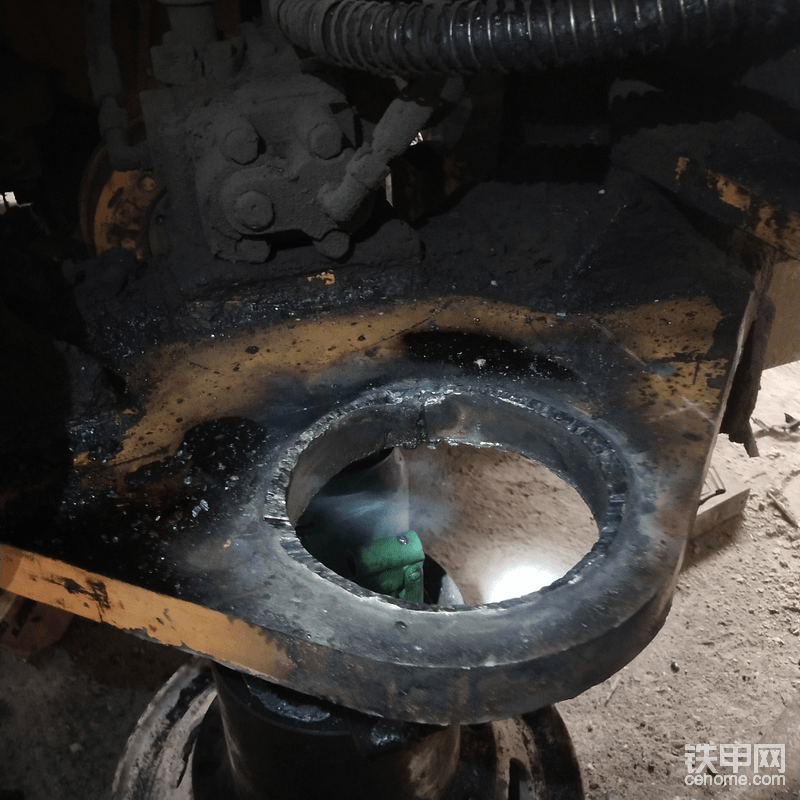
上面的可以用这个办法做定位,可下面的就不行了,因为螺丝孔是坏了的,没办法把铁板拧在轴承座,所以不能跟上面的那个随便割了,得标准的把车架原孔修出来,这样才能保证新的轴承座安装进去后,前后左右位置能达到标准。
割下面的可要慢慢割,不能伤到原来的孔,只能一点点的割开,然后用锤子和凿子慢慢的敲掉,还好,最后割的成型比较符合要求。
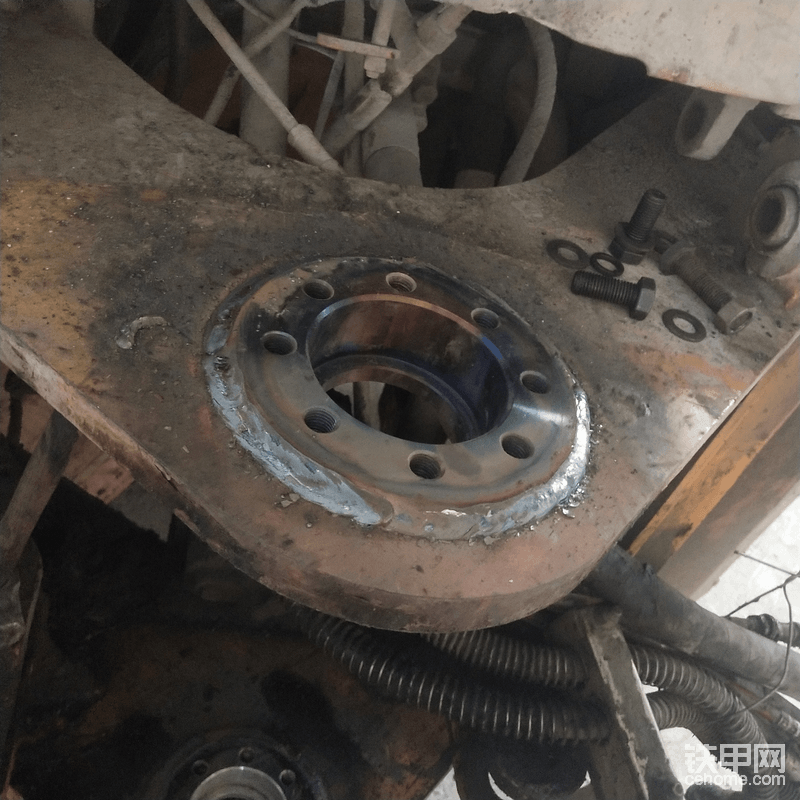
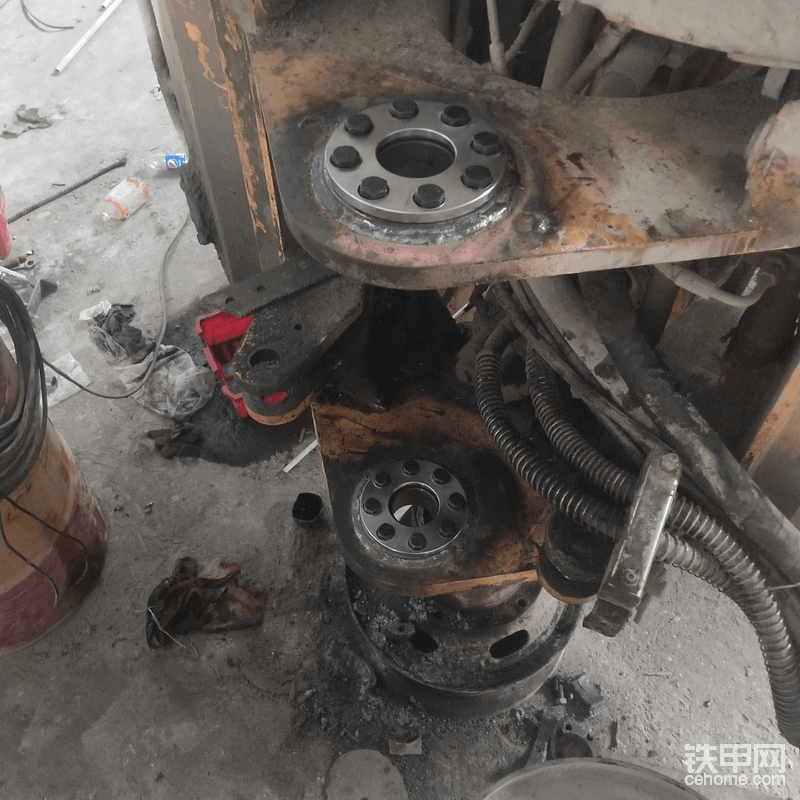
对于电焊跟气割,小周是外行,是工地自己的焊工焊接的,二保焊,当时用一块小铁板盖在上面,以防止螺丝孔有飞溅的焊流掉进去,但表面还是有几个小焊点,得用角磨机轻轻打磨一下,以后再换这个,直接把轴承盖拧进去最好了。
上面的新座子依然是用铁板辅助定位的,但下面的因为割的不一样,是接近于原车标准位置,只是高低需要测量,高度我是参照上面的那个座子的数值。
当天焊完座子天都快黑了,给主管解释了一下说明天才能修起来,答:可以。
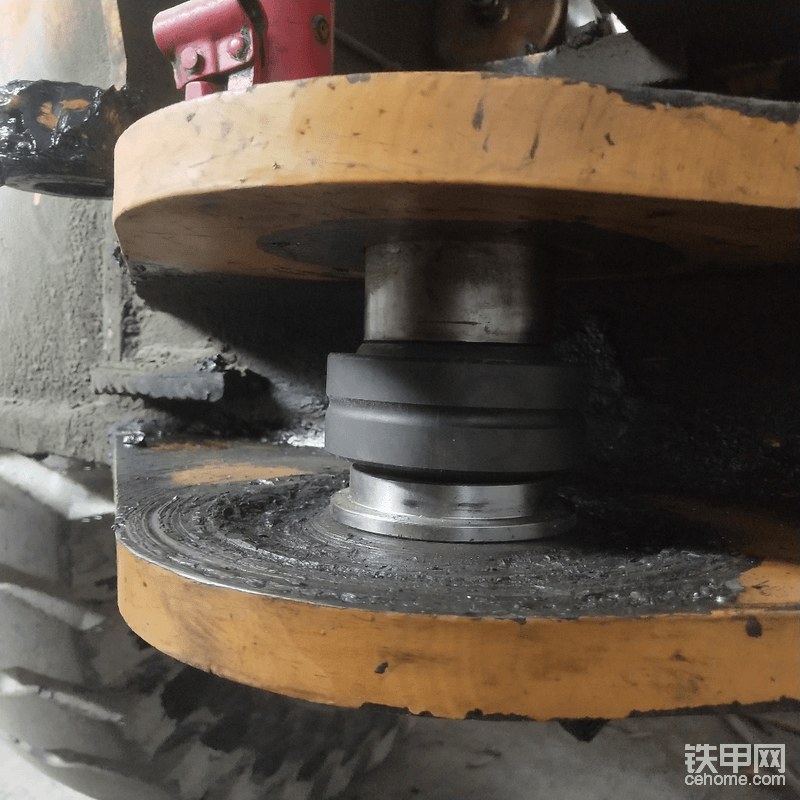
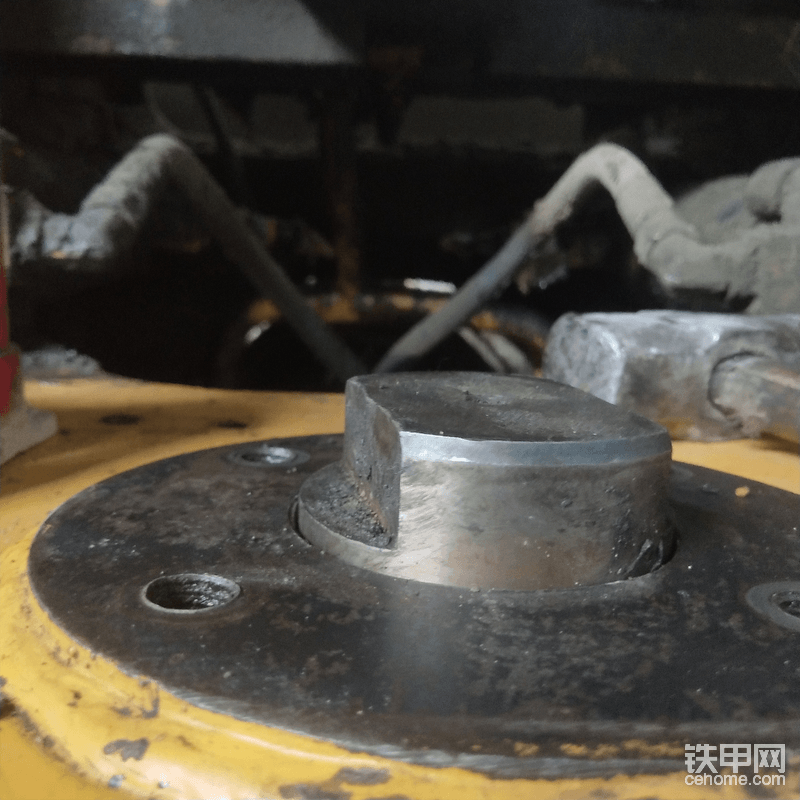
隔日早晨,在安装轴承之前,先把轴承上下间隙调好,要不然新的装上去还是有间隙的。
特意采用了临工953的隔套,这个是一位热心的广东甲友盛哥早前告诉我的,隔套内径尺寸跟柳工50C一样,但要比柳工的好且耐用,这个确实是。
因为车架的磨损,导致仅仅装隔套,销还是偏低了,这样装上去,还是会上下浮动。
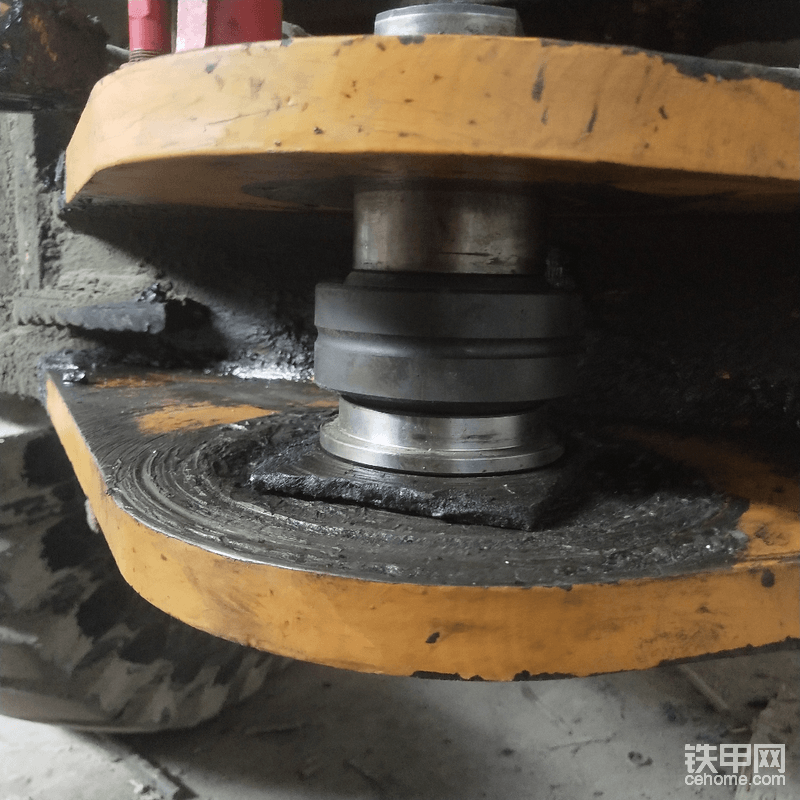
于是把原来底下垫的一块调整板(其实是上次我自己用铁板割的一个垫片,当时没有合适的垫子)加上,虽然略高了一点点,但上盖压紧后,应该会收缩一点,以后也有再次收紧间隙的余地,就这样了。
接着把轴承安装到位
因为这个临工隔套感觉要比柳工的高,所以得在车身合拢前,把隔套放在关节轴承下面(即使柳工隔套,亦应如此),要不然到时候有可能就放不进去了。粘些黄油,好让它不掉下来。
还是用一台装载机从铲斗慢慢推进来,注意油管和转向油缸,还有隔套。
修过好几台50C的铰接销了,感觉很自然的就合拢了。
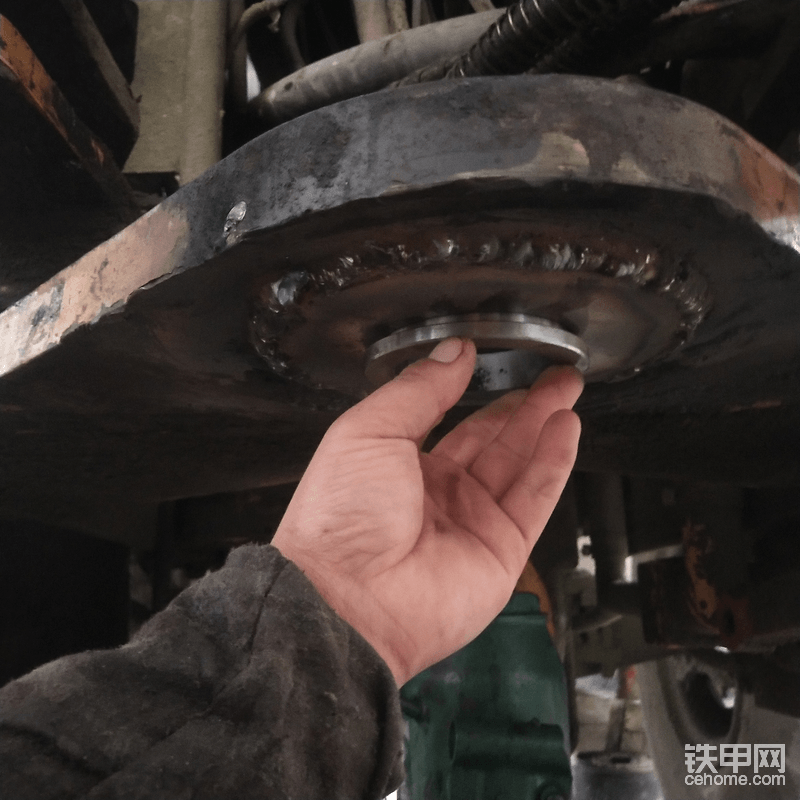
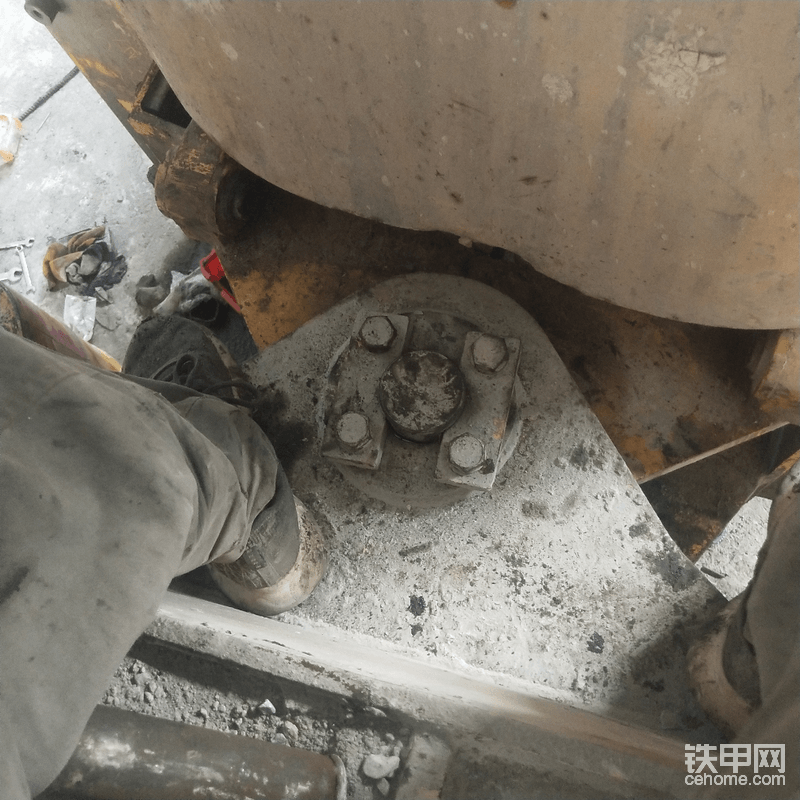
在顺利穿入上下销后,剩下的连接就比较简单了,一一按序装好即可,没有什么再讲的了。
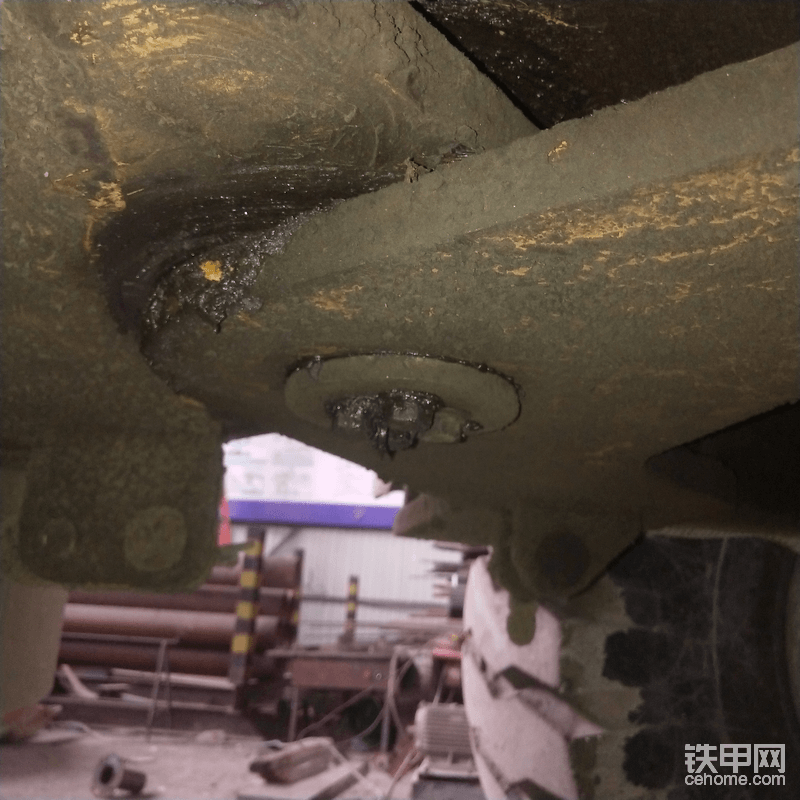
这张照片是刚刚今天拍的,特意再观察了轴承间隙,驾驶员看到我在拍照片,笑着说现在一点间隙都没有,好的很。我嘱咐他勤打黄油,好歹也管他个1年嘛!
结尾语:其实这才是我第二次换铰接轴承座,第一次那是在12年,都不记得那个时候我是怎么换的,因为我很肯定当时根本没有注意定位问题,也许那时候的焊工师傅有注意吧,我也不记得了。对于这次经历,虽然有做一些简单的定位测量,但因为缺少专业测量工具,所以毫无精度可言,不过照目前的使用情况来看,还是比较理想的,给自己打个80分吧!
对于这次经历,事后我觉得以后更换这种座子,还是要用割下面座子的那种方法,不破坏车架的初始座孔,这样才理想。还有在气割之前,应该先测量轴承座凸出车架的高度值,这样结合正确的割法,可以最大精准的做到精确定位。
学无止境,每一次的经历都能给予我新的启发,慢慢进步,小周加油!

















 挖机母大虫727
2021-03-23
挖机母大虫727
2021-03-23
 不装也是机
2020-07-29
不装也是机
2020-07-29
 挖机铁面判官368
2020-07-25
挖机铁面判官368
2020-07-25
 山西盂县
2020-02-28
山西盂县
2020-02-28
 挖机拼命三郎7
2019-09-03
挖机拼命三郎7
2019-09-03
 工地车神老王
2019-08-28
工地车神老王
2019-08-28
 小伍铲车
2019-08-28
小伍铲车
2019-08-28
 手机用户-W4f7
2019-08-03
手机用户-W4f7
2019-08-03
 绥德小周
2019-08-05
绥德小周
2019-08-05
 莱工20型
2019-07-23
莱工20型
2019-07-23
 精勇
2019-07-21
精勇
2019-07-21
 绥德小周
2019-07-22
绥德小周
2019-07-22






抹胶没用,是间隙太大了
回复
抹胶啊 红色的那个胶水 我忘了叫啥名了
回复