来了铁甲这大家庭,天天进论坛看的帖子都是甲友们分享的工作心得,以及一些机械的维护知识。这段时间趁有点闲情雅致在这就写一篇关于装载机铲斗日常的维护保养。对于老手,有说得不好的地方还望多指点,新手学习!
众所周知装载机最有效率的主力部位就是它的铲斗,铲斗对吊装,装载,整平,推拉等等这些作业起到了决定性的作用。日常月久的损耗及摩擦对于铲斗来说可谓是伤痕累累。铲斗维护方面不到位的话甚至还可能导致铲斗变形,斗位扭曲。那么对于这些无法避免的损耗,其实我们可以把铲斗的维护做到最好,皮实点。〔简单点来说就是加固〕。尽量让损耗程度降到最低,有力地节省维修费用。 下列 ↓ 进入主题
铲斗分几个部位构成一个总品。斗背,斗边,底板,铲刃 〔我们这里称之为刀片〕及斗齿。机手都知道石头对铲斗的磨损程度是最厉害的,有些车用蛮力铲石头的话,铲斗往往都会留下硬伤。前几年在碎石场做的时候,有过几次保养铲斗的经历。对铲斗的加固方面自己也略懂一二。在此献丑上图了.。
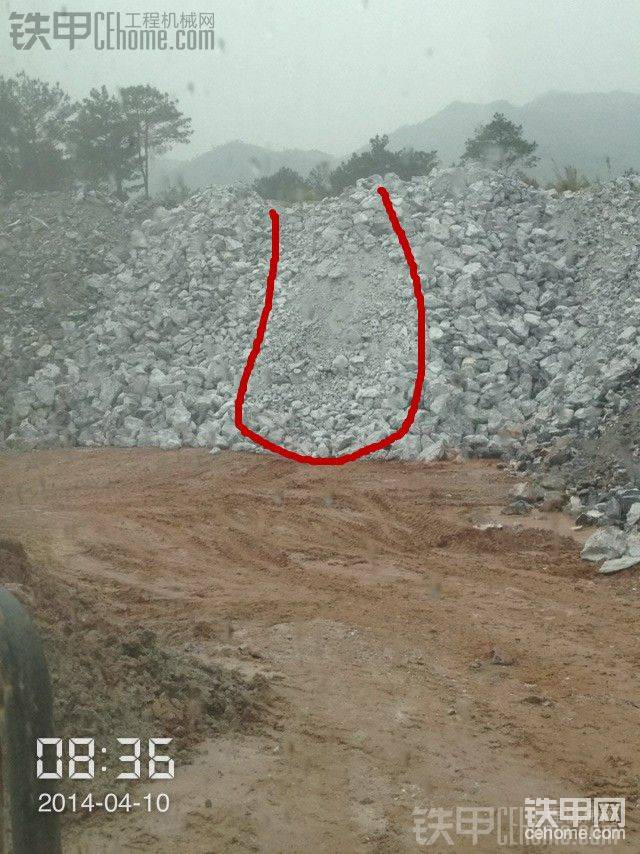
在碎石场的工作环境,收到的矿石并没有统一大小的.有3成都是粉末之类的碎石混杂在堆头里面.加上矿车都是直接从上面的平台卸货下来,石堆被矿车长年累月的压积导致有些角落是很紧的.如图红色区域就是一堆很紧的堆头.当然有经验的师傅都看出了两边石堆的角度,能很轻易下手.但中间是始终要铲.而铲斗对这种堆头的铲料是十分吃力的,紧的堆头时不时还要撬下才能有点松动,这时斗齿和刀片及斗的边板都是大面积的受力区域,那损耗程度自然就可想而知了.
经过长时间的工作摩擦,斗齿及边板都到了一定的更换时期.下面就开始换取斗齿及加固钢板.
把以前的斗齿全部卸了,装上新的斗齿.然后准备给螺母加力.
这角度看起来多整齐.嘻嘻.刀片保养得好,没任何的变形的情况下.什么时候换斗齿都是很齐整的!
红色区域就是本身的刀片,听老板说买车回来4年了.铲了4年的石头都没动过.还是原厂刀片.窍门请看黑色区域.在每个牙齿的间隙位都叫机修焊一条钢板在前面,与斗齿平行. 很简单的原理:现在看新换的牙齿是比焊上去的钢板长一截出来的.当工作时间有那么相当,齿头平着钢板的时候.铲料是斗齿与钢板同时受力,同时摩擦的.这样一来,加块钢板工程不大,但却能起到一箭双雕的作用.老板时常和我们说,铲石头尽量温柔一点,损耗能免则免.老在我们面前唠叨一套斗齿就要1000多大洋.
我们这里铲的矿石是硅灰石,比一般的石头都硬得多.机修把斗齿里面的螺母用风机加力后还认为不是很稳妥.还在每个牙齿与刀片的接触面修上电焊.可谓是锦上添花的工程.唯一就是加固斗齿的紧度,那么容易松,一掉进机口没被磁铁吸上的话,进了碎石机那里卡死的话,起码都要误上半天工.
铲斗边板也是主要受力区域.焊几块那些后八轮的钢板上去.时间一长你会发现,边板的损耗几乎很微小.不过个人更支持另外一种边板加固方式,就是把边板的尺寸量上接近3/2面积~然后去钢铁厂买块1分多厚的铁板加固上去,那样才能算得上是后顾无忧.呵呵!
底板的加固方式:现在新出的铲斗都是采用两块U型铁版垫底,老款的铲斗就是直接按照原来的底板尺寸加一块上去就很耐磨了.如果看到底板的两块U型铁板磨损程度比较大的话,量好U型铁板的尺寸,然后加固上去即可! 在这里说下,你们仔细看看我画的蓝色区域,,U型版的左右两边都在原来的铁板基础上外加了两个三角形.焊这两个三角形主要是加紧了U型铁板的电焊力度,使它不易脱落,焊点不易爆裂.另外触地磨损面积也加大.
这个铲斗唯一感觉有点遗憾的,就是斗角那一栏没焊有一条水管,或者钢管来加固.经常推车,导致铲斗红色区域有点弯曲变形....之前在石场开的一台厦工,人家就是在斗角那里焊有一条水管,那个石场是个坑洼场地,经常有车沉陷,它那台车在那推了几年之久,当然也不是每天都有车沉陷,加固的那个铲斗斗角那位置几乎没半点变形!
着重说下,在斗齿缝隙间焊有钢板,确实效益很大,在那个碎石场做,那场的销量很好,基本都是人停机不怎么停的.有时赶着出货,即便齿头完全平了,都可以顶10天半个月再换.只要看看焊上去的钢板磨损程度,自己心里都有个底知道斗齿的最大使用限度!
齿头与焊上去的钢板完全平行,就这样的情况,斗齿的使用限度还可以用半个多月.....
基础做好,万事稳妥!












 迈巴赫
2016-02-09
迈巴赫
2016-02-09
 沃尔沃xc90
2015-09-06
沃尔沃xc90
2015-09-06
 挚爱临工
2015-09-05
挚爱临工
2015-09-05
 沃尔沃xc90
2015-09-05
沃尔沃xc90
2015-09-05
 挚爱临工
2015-09-05
挚爱临工
2015-09-05
 沃尔沃xc90
2015-09-05
沃尔沃xc90
2015-09-05
 挚爱临工
2015-09-05
挚爱临工
2015-09-05
 沃尔沃xc90
2015-09-05
沃尔沃xc90
2015-09-05
 挚爱临工
2015-09-02
挚爱临工
2015-09-02
 男囝→某某
2015-09-01
男囝→某某
2015-09-01






