
发帖
评论
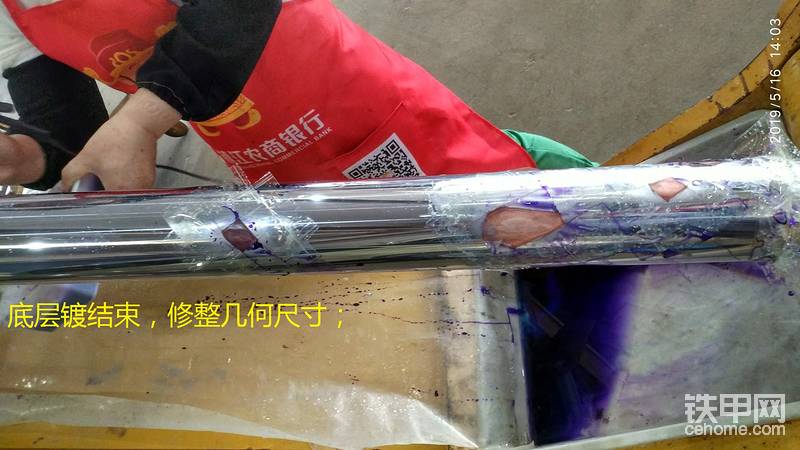
工程机械液压缸杆损伤现场修复工艺【之电刷镀】










-
 坟场里过夜
2021-02-01
坟场里过夜
2021-02-01
我的缸也被铁蹭伤了表面我一直没管它 没有任何问题
回复(0)
-
 挖机玉幡竿222
2020-05-04
挖机玉幡竿222
2020-05-04
我的挖机小臂油缸今天被电打了,用砂纸磨了一上午,不知道有没有用,如果没用,要修复好不知道要多少费用
回复(1)
-
 挖机青甲狮王253
2020-04-26
挖机青甲狮王253
2020-04-26
怎么联系你
回复(1)
-
 manwang-
2020-04-27
manwang-
2020-04-27
15995631450
回复
-
-
 挖机插翅虎216
2020-04-18
挖机插翅虎216
2020-04-18
我想去学技术,到哪里?
回复(1)
-
 manwang-
2020-04-19
manwang-
2020-04-19
学初步技术,去西北工大费教授,学实用技术,很多,这里是江苏南京附近,看距离。
回复
-
-
 挖机青翼蝠王165
2020-03-22
挖机青翼蝠王165
2020-03-22
怎么联系
回复(1)
-
 manwang-
2020-03-22
manwang-
2020-03-22
15995631450,距离太远会导致成本高 ,不合算。如果你那是低端品牌,还是算了吧。
回复
-
-
 山西大叔
2019-12-02
山西大叔
2019-12-02
问一下师傅,如果油缸杆石头磕伤有坑,需要整体电镀,镀前伤口修复,一般电镀厂成熟的修补方法有哪些?焊补还是什么方法,用什么焊?
回复(5)
共5条评论>-
 manwang-
2020-04-02
manwang-
2020-04-02
我可不学这玩意,阀杆修复这工艺,几十年前就有了,关键是都糊弄,没人好好修,且修复尺寸不同,批量修复太麻烦。
回复
-
 液压工的伙伴
2020-04-02
液压工的伙伴
2020-04-02
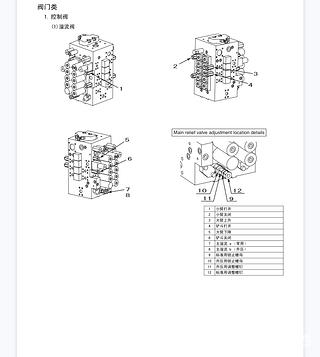
分配器阀孔阀杆修复想学私聊我
回复
-
 manwang-
回复山西大叔
2019-12-25
manwang-
回复山西大叔
2019-12-25
冷补焊有焊条和焊片补,特点是温度低,不会引起金相组织变化,不足的是焊接区域硬度低,不耐磨,我们是把两种工艺结合运用,无脱落现象。
回复
-
-
 六安卡特320D机主
2019-11-21
六安卡特320D机主
2019-11-21
我的油缸杆昨天被酸腐蚀了下 手摸着没感觉 要紧吗怎么复原

回复(1)
-
 manwang-
2019-11-21
manwang-
2019-11-21
用大量淡水冲洗,用干布擦洗,观察是否渗漏?
回复
-
-
 斯本萨
2019-09-09
斯本萨
2019-09-09
小程序里有没有收藏功能?
回复(0)
-
 斯本萨
2019-09-09
斯本萨
2019-09-09
这帖子太好了!
回复(0)
-
 手机用户prsy369
2019-06-15
手机用户prsy369
2019-06-15
高手
回复(0)





要分—品牌,地点,如果是低端国产,就别修理了。
回复